


เรื่อง ความปลอดภัยในงานเชื่อมไฟฟ้า
ความปลอดภัยในงานเชื่อมไฟฟ้ามีความจำเป็นที่สุดที่จะต้องเรียนรู้ก่อนลงมือทำการเชื่อมเนื่องจากอันตรายจากการเชื่อมเกิดได้หลายสาเหตุและอันตรายที่เกิดขึ้นอาจรุนแรงถึงกับทำลายทรัพย์สินหรือทำให้เสียชีวิตได้ดังนั้นผู้ที่จะทำการเชื่อมจึงจำเป็นที่รู้สาเหตุและป้องกันอันตรายที่จะไม่ให้เกิดขึ้นได้
5.1 ความปลอดภัยในงานเชื่อมไฟฟ้า
ในการเชื่อมไฟฟ้า ช่างเชื่อมมีโอกาสได้รับอันตรายจากการเชื่อมไฟฟ้าได้ตลอดเวลาเพราะขณะที่เครื่องเชื่อมเปิดทำงานมีกระแสไหลไฟฟ้าผ่านตลอดเวลาโอกาสที่จะถูกไฟฟ้าดูดหรือได้รับอันตรายจากรังสีรวมทั้งควันพิษที่เกิดขึ้นในขณะเชื่อมการรักษาความปลอดภัยในงานเชื่อมไฟฟ้ามีดังนี้
ความปลอดภัยในการเชื่อมโลหะด้วยไฟฟ้า
1.1 ข้อปฏิบัติและอันตรายในการเชื่อมโลหะด้วยไฟฟ้า
1.1.1 ก่อนการเชื่อมผู้เชื่อมต้องเตรียมเครื่องมือที่จำเป็นต้องใช้ในงานเชื่อม เช่น คีมจับงานร้อน ค้อนเคาะสแลก แปรงลวด และอุปกรณ์ป้องกันอันตรายจากกาเชื่อม เช่น ถุงมือ เสื้อหนัง สนับแข้ง ปลอกแขน หน้ากากพร้อมด้วยเลนส์ ป้องกันแสง และภายในห้องเชื่อมต้องมีท่านป้องกันแสง มีท่อดูดควันที่ใช้งานได้ ดังรูปที่1.1

1.1.2 ไม่ควรนำขากางเกงใส่ไว้ในรองเท้าหรือสวมนาฬิกาขณะเชื่อม เพราะสะเก็ดเชื่อมหรือสแลกอาจกระเด็นเข้าไปในรองเท้า หรือติดอยู่ที่นาฬิกาข้อมือได้
1.1.3 เมื่อมีการเพิ่มหรือลดกระแสไฟ ควรหยุดเชื่อมก่อนเสมอ
1.1.4 แคลมป์(Clamp) จับสายดินต้องแน่นและขนาดของสายเชื่อมต้องเหมาะสมกับกระแสไฟ มิฉะนั้นสายเชื่อมจะร้อนและลุกติดไฟในที่สุด
1.1.5 อย่าเชื่อมงานกลางสายฝนหรือพื้นที่นองไปด้วยน้ำ เพราะกระแสไฟฟ้าอาจลัดวงจรเป็นอันตรายกับผู้เชื่อมได้ ดังรูปที่ 1.2

1.1.6 เมื่อเกิดไฟลุกติดโดยที่ผู้เชื่อมไม่รู้ บุคคลที่พบเห็นไม่ควรดับไฟด้วยน้ำ เพราะไฟอาจลัดวงจรดูดผู้เชื่อมได้ ควรดับด้วยน้ำยาดับเพลิง
1.1.7 อย่ามองแสงที่เกิดจากการเชื่อมด้วยตาเปล่า เพราะแสงที่สว่างมากเกินไปจะทำให้ตารับไม่ได้ มองไม่เห็นชั่วขณะหนึ่ง แสงที่เกิดจากการเชื่อมสามารถมองด้วยตาเปล่าได้ต้องมีระยะ 40 ฟุตขึ้นไป
1.1.8 ควรระมัดระวังเป็นพิเศษ ตรวจสอบอุปกรณ์ดูดควันให้สามารถทำงานได้ เมื่อทำการเชื่อมโลหะจำพวก ตะกั่ว แคดเนียม โครเมียม แมงกานีส ทองเหลือง และสังกะสี เพราะจะเกิดแก๊สพิษที่อันตรายมาก
1.1.9 อย่าเชื่อมชิ้นงานที่อยู่ใกล้ถังน้ำมันดับเพลิง เพราะสะเก็ดไฟอาจกระเด็นไปถูกถังและลุกไหม้ได้ ดังรูปที่ 1.3

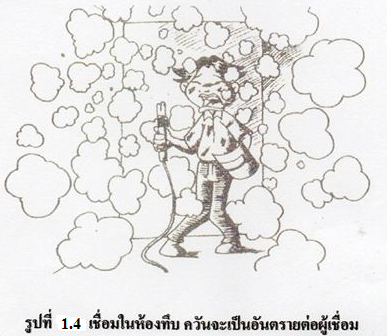
1.1.10 ไม่ควรเชื่อมในห้องที่ถูกปิดหมดทุกด้าน ควรเชื่อมบริเวณที่มีอากาศถ่ายเทได้สะดวกและมีท่อดูดควันพิษ ดังรูปที่ 1.4
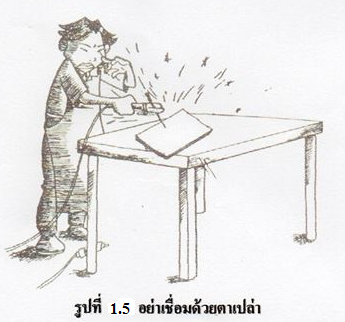
1.1.11 อย่าเชื่อมไฟฟ้าด้วยตาเปล่า ต้องใช้เลนส์กรองแสงทุกครั้ง และควรเชื่อมในห้องที่จัดโดยเฉพาะ ถ้าจำเป็นต้องเชื่อมนอกสถานที่ ควรมีฉากป้องกันแสงเพื่อไม่ให้เป็นอันตรายหรือรบกวนผู้อยู่ข้างเคียง ดังรูป 1.5
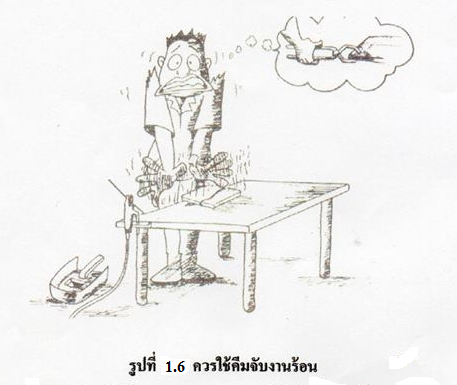
1.1.12 อย่าจับชิ้นงานด้วยมือเปล่าหรือใส่ถุงมือจับ เมื่อเชื่อมเสร็จใหม่ๆ ควรใช้คีมจับเพราะชิ้นงานยังมีความร้อนอยู่ ดังรูปที่ 1.6
1.1.13 การเชื่อมงานท่าเหนือศีรษะ ควรสวมหมวก ไม่เช่นนั่นความร้อนจากชิ้นงานอาจลุกไหม้ติดศีรษะได้ ดังรูปที่ 1.7

1.1.14 ควรใส่แว่นตาใสป้องกันเศษโลหะขณะทำการเคาะแลกและให้เคาะออกจากตัวด้วยความระมัดระวัง ดังรูปที่ 1.8

1.1.15 หลังจากเชื่อมงานเสร็จใหม่ ๆ ต้องระมัดระวังไม่ให้ปลายของลวดเชื่อมไปถูกเพื่อนข้างเคียง ดังรูปที่ 1.9

1.1.16 อย่าเชื่อมเครื่องเชื่อมไฟฟ้าในขณะทำการซ่อม เพราะคณะที่เครื่องทำงานอยู่ ไฟฟ้าอาจดูดได้ขณะทำการซ่อม
1.1.17 ควรเลือกกระจกกรองแสงที่เหมาะสม เพราะถ้าแสงสว่างมากเกินไปจะเป็นอันตรายกับสายตาได้
1.1.18 การเชื่อมในสถานที่สูงๆ ควรใช้เข็มขัดนิรภัยช่วยทุกครั้ง
1.1.19 การทำงานเชื่อมในห้องเล็กๆ ในถ้ำ ในท่อ ในบ่อ หรือในถัง ต้องมีอากาศถ่ายเทเข้าออกได้ตลอดเวลา และควรใช้อากาศในบรรยากาศ ห้ามใช้ออกซิเจนบริสุทธิ์เติมเข้าไป เพราะออกซิเจนมากเกินไปอาจทำให้เกิดประกายไฟและลุกไหม้ได้ง่าย เป็นเหตุให้ระเบิดได้
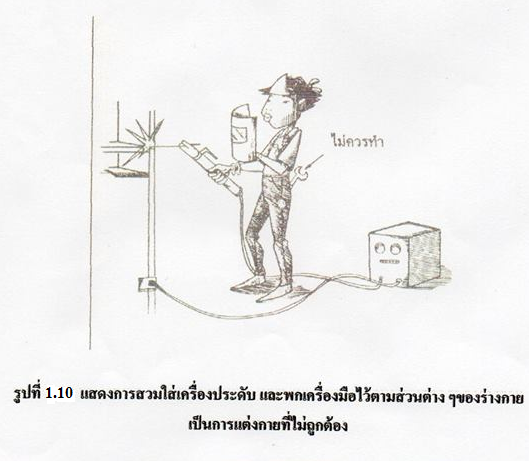
1.1.20 ขณะทำการเชื่อมไฟฟ้าไม่ควรใส่เครื่องประดับ เช่น แหวน นาฬีกา สร้อยคอ หรือพกเครื่องมือไว้ตามส่วนต่างๆ ของร่างกาย เพราะอุปกรณ์พวกนี้ถ้าไปกระทบกับชิ้นงานที่มีกระแสไฟฟ้าไหลผ่านกระแสไฟอาจดูดได้ ดังรูปที่ 1.10
1.1.21 การเชื่อมไฟฟ้าภายในท่อโลหะ อาจเกิดกระแสไฟลัดวงจรได้ง่าย ดังนั้นเมื่อจำเป็นต้องเชื่อมภายในถังขนาดใหญ่ที่เป็นตัวนำกระแสไฟฟ้า ควรใช้แผ่นไม้หรือฉนวนไฟฟ้ารองนั่ง ชุดที่สวมใส่ต้องไม่เปียกชื้น สายเชื่อมต้องไม่มีลวดทองแดงโผล่ออกมา และในขณะที่ทำงานต้องมีช่างคู่หู (Partner) คอยช่วยเหลือเมื่อมีปัญหา ดังรูปที่ 1.11

1.1.22 ในการเปลี่ยนลวดใหม่ หลังจากทำการเชื่อมลวดเก่าหมดแล้ว ไม่ควรใช้มือเปล่าจับลวดใส่หัวจับเพราะอาจถูกไฟฟ้าดูดได้ ควรวางลวดเชื่อมในที่ใกล้เคียงและสะดวกในการเชื่อมจับลวดเชื่อมหรือใช้ถุงมือช่วยในการจับ ดังรูปที่ 1.12

1.1.23 เครื่องเชื่อมที่ต่อสายไฟเมนเข้าเครื่องต้องต่อสายดินจากตัวเครื่องลงดิน เพื่อป้องกันกระแสไฟรั่ว ซึ่งอาจจะช็อตผู้ที่สัมผัสเครื่องเชื่อมได้ ดังรูปที่ 1.13

1.1.24 ถึงมือไม่ว่างก็ไม่ควรพักหัวเชื่อมไว้ด้วยรักแร้ เพราะรักแร้เป็นส่วนที่อับชื้น มีโอกาสถูกดูดได้ง่าย ดังรูปที่ 1.14

5.2 เครื่องเชื่อมไฟฟ้าตามลักษณะพื้นฐาน
การเชื่อมไฟฟ้ามีชื่อเรียกเต็มว่าการเชื่อมไฟฟ้าด้วยลวดเชื่อมหุ้มฟลักซ์ใช้สัญลักษณ์ SMAW ( Shield Metal Arc Welding ) หมายถึงกระบวนการเชื่อมที่ได้รับความร้อนจากการอาร์กระหว่างลวดเชื่อมกับชิ้นงานความร้อนที่เกิดจากการอาร์กสูงประมาณ 6,000°F ( 3,316 °C ) เพื่อหลอมเหลวโลหะให้ติดกันทำให้ชิ้นงานกับลวดเชื่อมที่บริเวณการอาร์กรวมตัวกันเป็นเนื้อเดียวกันคือรอยเชื่อม ส่วนสารพอกหุ้มหรือที่เรียกว่าฟลักซ์ ( Flux) เมื่อได้รับความร้อนจะกลายเป็นควันปกคลุมรอยเชื่อมป้องกันแก๊สออกซิเจนเข้าไปรวมตัวกับนํ้าโลหะเหลวและฟลักซ์จะทำหน้าที่อีกอย่างคือดึงสิ่งสกปรกหรือสารมลทินขึ้นมาจากนํ้าโลหะเมื่อเย็นตัวจะกลายฟลักซ์จะแข็งและเปราะเรียกว่าสแลก ( Slag ) ดังแสดงในรูปที่ 1.15
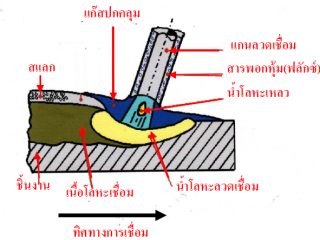 รูปที่ 1.15 แสดงลักษณะการเชื่อมแบบลวดเชื่อมหุ้มฟลักซ์ (SMAW)
รูปที่ 1.15 แสดงลักษณะการเชื่อมแบบลวดเชื่อมหุ้มฟลักซ์ (SMAW)
5.2.1 เครื่องเชื่อมไฟฟ้าตามลักษณะพื้นฐาน
เครื่องเชื่อมไฟฟ้าที่ใช้ในงานเชื่อมปัจจุบันมีมากมายหลายชนิดแต่ละชนิดมีประสิทธิภาพในการทำงานที่แตกต่างกันผู้ใช้งานจำเป็นที่จะต้องเรียนรู้ในด้านเทคนิคเพื่อที่จะได้ใช้งานให้ถูกต้องเหมาะสมกับการใช้งานรวมทั้งการประหยัดไฟฟ้า โดยทั่วไปเครื่องเชื่อมไฟฟ้าควรมีลักษณะดังนี้
- ขนาดแรงเคลื่อนไฟฟ้าอยู่ระหว่าง50 – 80 โวลต์
- กระแสไฟเชื่อมสูงแต่แรงเคลื่อนไฟฟ้าตํ่า
- สามารถควบคุมขนาดของกระแสเชื่อมได้
ปัจจุบันเครื่องเชื่อมไฟฟ้าได้ถูกออกแบบและพัฒนาไปอย่างมากมายทั้งรูปร่างและความสามารถในการใช้งานถ้าพิจารณาตามลักษณะพื้นฐานสามารถแบ่งเครื่องเชื่อมออกเป็น 2 ชนิด
5.2.1.1 เครื่องเชื่อมชนิดกระแสไฟฟ้าคงที่( Constant Current )
เครื่องเชื่อมชนิดนี้ใช้กับเครื่องเชื่อมธรรมดาที่ใช้ลวดเชื่อมที่มีฟลักซ์หุ้มเครื่องเชื่อมทิก ( Tig ) เครื่องเชื่อมที่ใช้กับลวดเชื่อมคาร์บอนอาร์ก เครื่องเชื่อมที่ใช้กับลวดเชื่อมเซาะร่องและเครื่องเชื่อมที่ใช้กับการเชื่อมสลักอาร์ก (Arc Stud Welding ) เครื่องเชื่อมชนิดกระแสไฟฟ้าคงที่จะมีแรงเคลื่อนไฟฟ้าสูงสุดเมื่อไม่มีกระแสไฟฟ้า ( กระแสไฟฟ้าเป็นศูนย์ ) และแรงเคลื่อนไฟฟ้าจะลดลงเมื่อกระแสไฟเชื่อมเพิ่มขึ้นภายใต้การเชื่อมปกติแรงเชื่อมภายในวงจรอยู่ในช่วง 20 – 40 โวลต์ในขณะที่แรงเคลื่อนไฟฟ้าวงจรเปิดในช่วง 60 – 80 โวลต์เครื่องเชื่อมชนิดกระแสไฟฟ้าคงที่มีทั้งชนิดกระแสไฟฟ้าตรงและกระแสไฟฟ้าสลับหรือมีทั้งกระแสไฟฟ้าตรงและกระแสไฟฟ้าสลับรวมกันเครื่องเชื่อมชนิดกระแสไฟฟ้าคงที่นี้เมื่อนำไปใช้กับกระบวนการเชื่อมแบบลวดเชื่อมที่มีฟลักซ์หุ้มสามารถเปลี่ยนแปลงกระแสไฟเชื่อมได้โดยการเปลี่ยนแปลงระยะอาร์กโดยไม่ต้องตั้งกระแสไฟเชื่อมที่เครื่องเชื่อมใหม่ความสัมพันธ์ของแรงเคลื่อนไฟฟ้าและกระแสไฟเชื่อมดังแสดงในรูปที่ 1.16
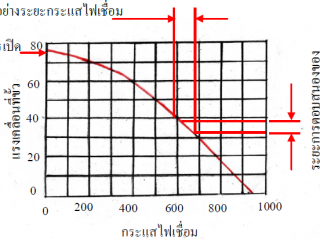
รูปที่ 1.16 ลักษณะความสัมพันธ์ของแรงเคลื่อนไฟฟ้าและกระแสไฟเชื่อมเครื่องเชื่อมชนิดกระแสคงที่
5.2.1.2 เครื่องเชื่อมชนิดแรงเคลื่อนไฟฟ้าคงที่( Constant Voltage )
เป็นเครื่องเชื่อมที่ให้แรงเคลื่อนไฟฟ้าเรียบคงที่ซึ่งแรงเคลื่อนไฟฟ้าจะไม่เปลี่ยนแปลงตามขนาดของกระแสไฟเชื่อมใช้กับเครื่องเชื่อมกึ่งอัตโนมัติและอัตโนมัติและผลิตเฉพาะกระแสไฟฟ้าตรงเท่านั้นซึ่งอาจเป็นชนิดของเครื่องเชื่อมแบบหม้อแปลงของกระแสไฟฟ้าเครื่องเชื่อมเรียงกระแสไฟฟ้าหรือชนิดขับเคลื่อนด้วยเครื่องยนต์หรือมอเตอร์ไฟฟ้าดังแสดงความสัมพันธ์ของแรงเคลื่อนไฟฟ้าและกระแสไฟเชื่อมในรูปที่ 1.17
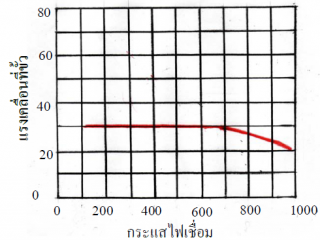
รูปที่ 1.17 ลักษณะความสัมพันธ์ของแรงเคลื่อนไฟฟ้าและกระแสไฟเชื่อม
เครื่องเชื่อมชนิดแรงเคลื่อนไฟฟ้าคงที่ เครื่องเชื่อมไฟฟ้าชนิดกระแสไฟฟ้าคงที่และชนิดแรงเคลื่อนไฟฟ้าคงที่ต้องมีต้นกำลังในการผลิตกระแสไฟฟ้าและแรงเคลื่อนไฟฟ้าที่ใช้ในการเชื่อมปัจจุบันได้มีการพัฒนาเครื่องเชื่อมไฟฟ้าให้เหมาะกับการใช้งานในแต่ละประเภทของงานซึ่งแบ่งออกเป็น 4 ประเภทดังนี้
- เครื่องเชื่อมแบบหม้อแปลงไฟฟ้า( Transformer Welding Machine )
- เครื่องเชื่อมแบบเจอเนเรเตอร์( Generator Welding Machine )
- เครื่องเชื่อมแบบหม้อแปลง-เครื่องเรียงกระแส(Transformer RectifierWeldingMachine)
- เครื่องเชื่อมแบบอินเวอร์เตอร์( Inverter Welding Machine )
- เครื่องเชื่อมแบบหม้อแปลงไฟฟ้า( Transformer Welding Machine )
เครื่องเชื่อมแบบนี้เป็นเครื่องที่ผลิตกระแสไฟฟ้าสลับออกมาใช้ในการเชื่อมโดยมีหม้อแปลงไฟฟ้า( Transformer ) เป็นส่วนประกอบที่สำคัญนิยมใช้กันมากเนื่องจากมีราคาถูกนํ้าหนักเบาและมีขนาดเล็กกว่าเครื่องเชื่อมแบบอื่นๆดังแสดงในรูปที่ 1.18 หลักการทำงานของเครื่องเชื่อมแบบหม้อแปลงไฟฟ้าโดยนำกระแสไฟฟ้าที่มีแรงเคลื่อนไฟฟ้าสูงป้อนเข้าสู่ขดลวดปฐมภูมิ ( Primary ) และจ่ายออกทางขดลวดทุติยภูมิ( Secondary ) ซึ่งจะเป็นแรงเคลื่อนไฟฟ้าตํ่า กระแสไฟเชื่อมสูง ส่วนหม้อแปลงในเครื่องเชื่อมก็เหมือนกันกับหม้อแปลงไฟฟ้าทั่วไปลักษณะภายในของเครื่องเชื่อมดังแสดงในรูปที่ 1.18 – 1.19
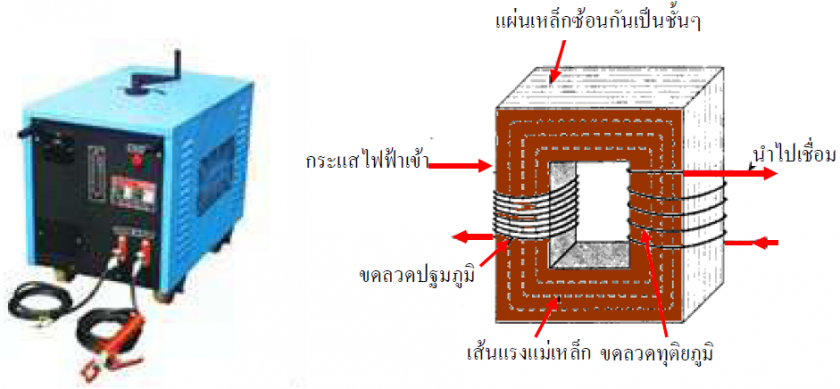
รูปที่ 1.18 ลักษณะเครื่องเชื่อมหม้อแปลงไฟฟ้า รูปที่ 1.19 ลักษณะภายในเครื่องเชื่อม
ส่วนประกอบที่สำคัญของเครื่องเชื่อมแบบหม้อแปลงไฟฟ้า มีดังนี้
แกนเหล็ก เป็นแผ่นเหล็กที่ผสมสารซิลิกอนบางๆ อัดเป็นชั้น มีฉนวนซึ่งทำจากกระดาษหรือวานิชกั้นระหว่างแผ่นเพื่อไม่ให้เส้นแรงแม่เหล็กที่เกิดขึ้นเรียงกันได้ดีไม่ให้เกิดกระแสไหลวนและทำให้ไม่เกิดความร้อนในตัวเครื่องเชื่อม
ขดลวดปฐมภูมิ เป็นขดลวดขนาดเล็กพันอยู่รอบแกนเหล็กซึ่งมีจำนวนรอบมากปลายขดลวดทั้งสองเส้นจะต่อเข้ากับแหล่งกระแสไฟฟ้าจากภายนอกเมื่อกระแสไฟฟ้าไหลผ่านขดลวดจะทำให้เกิดเส้นแรงแม่เหล็กไหลวนรอบแกนเหล็กนั้น
ขดลวดทุติยภูมิ เป็นขดลวดเส้นโตกว่ามีจำนวนพันรอบแกนน้อยกว่าขดลวดปฐมภูมิที่ขดลวดทุติยภูมิที่พันรอบอยู่นั้นจะมีเส้นแรงแม่เหล็กซึ่งเกิดจากการเหนี่ยวนำของขดลวดปฐมภูมิไหลผ่านทำให้เกิดความต้านทานในตัวนำตํ่าและมีกระแสไฟฟ้าสูงซึ่งเป็นกระแสไฟฟ้าที่ใช้ในการเชื่อม
การปรับกระแสไฟของเครื่องเชื่อมแบบหม้อแปลงไฟฟ้ามีด้วยกัน 2 แบบคือการปรับด้วยวิธีกลโดยมีเครื่องปรับกระแสไฟแบบต่อเนื่อง( Continuous Output Control ) ซึ่งเป็นแบบเคลื่อนที่แกนเหล็กหรือเคลื่อนที่ขดลวดในหม้อแปลงอีกวิธีหนึ่งคือการปรับด้วยอุปกรณ์ไฟฟ้าวิธีนี้เป็นวิธีที่ทันสมัยโดยต่อวงจรไฟฟ้าควบคุมเข้ากับหม้อแปลงไฟฟ้าซึ่งวงจรนี้จะควบคุมกระแสไฟที่ออกการปรับกระแสไฟทำได้โดยการหมุนปุ่มขนาดเล็กที่หน้าปัดของเครื่องเชื่อมสามารถปรับกระแสไฟได้อย่างต่อเนื่องจากตํ่าสุดถึงสูงสุดดังแสดงในรูปที่ 1.20
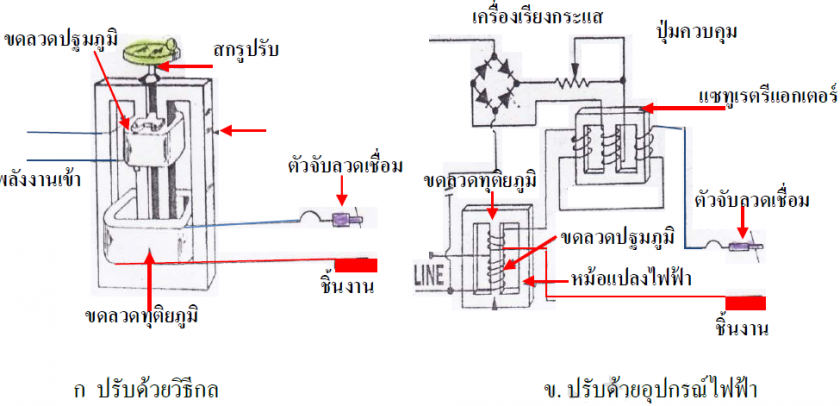
รูปที่ 1.20 ลักษณะการปรับกระแสไฟเชื่อมเครื่องเชื่อมชนิดหม้อแปลงไฟฟ้า
- เครื่องเชื่อมแบบเจนเนเรเตอร์(Generator Welding Machine)
เครื่องเชื่อมแบบเจอเนเรเตอร์คือเครื่องเชื่อมไฟฟ้าที่ผลิตกระแสไฟฟ้าตรงมาใช้ในการเชื่อมกระแสไฟเชื่อมที่ผลิตได้แตกต่างกันตามขนาดของเครื่องแบ่งเป็น 2 แบบคือแบบที่ใช้มอเตอร์ไฟฟ้าเป็นต้นกำลังและแบบที่ใช้เครื่องยนต์เป็นต้นกำลังโดยเครื่องยนต์ที่ใช้นี้มีทั้งเครื่องยนต์แก๊สโซลีนและเครื่องยนต์ดีเซลเหมาะสำหรับการใช้งานในที่ไม่มีกระแสไฟฟ้าใช้สามารถเคลื่อนย้ายได้สะดวกเครื่องยนต์จะระบายความร้อนด้วยอากาศหรือนํ้าซึ่งจะมีทั้งกระแสไฟฟ้าตรงและกระแสไฟฟ้าสลับ ในปัจจุบันมีเครื่องเชื่อมจำนวนมากใช้กับระบบไฟฟ้า 220 โวลต์ แสดงในรูปที่ 1.21



รูปที่ 1.21 ลักษณะเครื่องเชื่อมเจนเนเรเตอร์โดยใช้มอเตอร์ไฟฟ้าและเครื่องยนต์
- เครื่องเชื่อมแบบผสมหม้อแปลง–เครื่องเรียงกระแส(Transformer –Rectifier Welding Machine)
เป็นเครื่องเชื่อมแบบหม้อแปลงจะผลิตเฉพาะกระแสไฟฟ้าสลับเท่านั้นซึ่งจะให้ประสิทธิภาพการเชื่อมดีเฉพาะลวดเชื่อมบางชนิดเท่านั้นแต่ไม่เหมาะกับลวดเชื่อมอีกหลายชนิด เครื่องเชื่อมชนิดนี้จะมีเครื่องเรียงกระแส ( Rectifier ) ซึ่งทำหน้าที่เปลี่ยนกระแสไฟฟ้าสลับให้เป็นกระแสไฟฟ้าตรงซึ่งเป็นส่วนหนึ่งของเครื่องเชื่อมได้แก่ ไดโอด ( Diode ) ทำหน้าที่จำกัดให้อิเล็กตรอนไหลไปในทิศทางเดียวกันคือจากขั้วลบไปขั้วบวกเครื่องเรียงกระแสที่ใช้กับเครื่องเชื่อมมีทั้งแบบซิลิกอนไดโอดเรกติไฟร์และซิลิเนียมไดโอดเรกติไฟร์ซิลิกอนไดโอดจะมีเกลียวติดแน่นกับแผ่นระบายความร้อนซึ่งมีขนาดเล็กและนิยมใช้กันมากดังแสดงในรูปที่ 1.22
รูปที่ 1.22 ลักษณะซิลิกอนไดโอดเรกติไฟร์
สำหรับซีลีเนียมจะเป็นแผ่นเหล็กหรือแผ่นอะลูมิเนียมเคลือบด้วยซีลีเนียมซ้อนกันอยู่เป็นชั้นๆซึ่งใช้พื้นที่น้อยกว่าซิลิกอนไดโอดดังแสดงในรูปที่ 1.23

รูปที่ 1.23 ลักษณะซีลีเนียมไดโอดเรกติไฟร์
- เครื่องเชื่อมแบบอินเวอร์เตอร์(Inverter Welding Machine)
เป็นเครื่องเชื่อมที่ได้พัฒนาล่าสุดขนาดเล็ก นํ้าหนักเบาเคลื่อนย้ายได้สะดวกการทำงานของระบบอินเวอร์เตอร์คือแปลงกระแสไฟฟ้าสลับมาเป็นกระแสไฟฟ้าตรงแล้วเปลี่ยนความถี่จาก 50 เฮิร์ต เหลือเพียง 5–20 เฮิร์ต เป็นกระแสไฟฟ้าสลับเมื่อกระแสไฟฟ้าสลับที่มีความถี่สูงผ่านหม้อแปลงแล้วจึงเรียงกระแสไฟฟ้าสลับให้เป็นกระแสไฟฟ้าตรงและทำให้เดินเรียบด้วยเครื่องเชื่อมแบบอินเวอร์เตอร์มีทั้งกระแสไฟฟ้าตรงและกระแสไฟฟ้าสลับลักษณะของเครื่องเชื่อมแบบอินเวอร์เตอร์ดังแสดงในรูปที่ 1.24

รูปที่ 1.24 ลักษณะเครื่องเชื่อมแบบอินเวอร์เตอร์
เครื่องเชื่อมไฟฟ้าที่ผลิตกระแสไฟฟ้าตรงสามารถเปลี่ยนขั้วสายเชื่อมจากขั้วหนึ่งเป็นอีกขั้วหนึ่งเพื่อคุณภาพของการใช้งานเชื่อมการเปลี่ยนขั้วสายเชื่อมทำได้โดยการเปลี่ยนขั้วสายเชื่อมที่เครื่องเชื่อมแต่เครื่องรุ่นใหม่ไม่จำเป็นต้องเปลี่ยนขั้วสายเชื่อมใช้เปลี่ยนด้วยสวิตช์ที่อยู่ด้านหน้าของเครื่องเชื่อมแทนกระแสไฟฟ้าสลับไม่จำเป็นเปลี่ยนขั้วสายเชื่อมเนื่องจากกระแสไฟฟ้าสลับมีการเปลี่ยนขั้วในหลายๆครั้งต่อวินาทีดังนั้นจึงไม่ต้องคำนึงถึงขั้วสายเชื่อมเครื่องเชื่อมไฟฟ้าที่ผลิตกระแสไฟฟ้าตรงมีการเปลี่ยนขั้ว 2 แบบดังนี้
- ชนิดกระแสไฟฟ้าตรงลวดเชื่อมต่อขั้วลบ(Direct Current Electrode Negative:DCEN)
- ชนิดกระแสไฟฟ้าตรงลวดเชื่อมต่อขั้วบวก(Direct Current Electrode Positive:DCEP)
- ชนิดกระแสไฟฟ้าตรงลวดเชื่อมต่อขั้วลบ(Direct Current Electrode Negative: DCEN)
วงจรกระแสไฟฟ้าตรงต่อขั้วตรงโดยต่อลวดเชื่อมเป็นขั้วลบ (-) และต่อชิ้นงานเป็นขั้วบวก (+) การเชื่อมชนิดนี้ความร้อนที่เกิดจากการอาร์ก ประมาณ 2 ใน 3 จะอยู่ที่ชิ้นงานและอีก 1 ใน 3 จะอยู่ที่ปลายลวดเชื่อมเหมาะสำหรับการเชื่อมเหล็กที่มีความหนามากลักษณะของเครื่องเชื่อมและการต่อขั้วสายเชื่อมดังแสดงในรูปที่ 1.25

รูปที่ 1.25 ลักษณะเครื่องเชื่อมและการต่อขั้วสายเชื่อมแบบ DCEN
- ชนิดกระแสไฟฟ้าตรงลวดเชื่อมต่อขั้วบวก(Direct Current Electrode Positive:DCEP)
วงจรกระแสไฟฟ้าตรงต่อสลับขั้วโดยต่อลวดเชื่อมเป็นขั้วบวก (+) และต่อชิ้นงานเป็นขั้วลบ(-) ทำให้การป้อนนํ้าโลหะจากลวดเชื่อมสู่ชิ้นงานสมํ่าเสมอดีกว่าการต่อขั้วตรงความร้อนเกิดขึ้นประมาณ 2 ใน 3 อยู่ที่ปลายลวดเชื่อมและอีก 1 ใน 3 จะอยู่ที่ชิ้นงานเหมาะสำหรับการเชื่อมชิ้นงานที่มีความหนาไม่มากลักษณะของเครื่องเชื่อมและการต่อขั้วสายเชื่อมดังแสดงในรูปที่ 1.26

รูปที่ 1.26 ลักษณะเครื่องเชื่อมและการต่อขั้วสายเชื่อมแบบ DCEP
รอบทำงาน ( Duty Cycle ) ของเครื่องเชื่อม
รอบทำงาน ( Duty Cycle ) หมายถึงความสามารถของเครื่องเชื่อมไฟฟ้าในการอาร์กกับเวลาทั้งหมดได้กำหนดเวลาทั้งหมดไว้เป็นมาตรฐาน 10 นาที ตัวอย่างเครื่องเชื่อมไฟฟ้าขนาด 250 แอมป์ที่ 60 % ดิวตี้ไซเคิล (Duty Cycle ) หมายถึงเครื่องเชื่อมไฟฟ้าสามรถเชื่อมแบบต่อเนื่องได้ 6 นาทีและหยุดพัก 4 นาทีโดยใช้กระแสไฟเชื่อมสูงสุดที่กำหนดไว้ 250 แอมป์โดยทั่วไปเครื่องเชื่อมไฟฟ้าที่เป็นอัตโนมัติจะใช้ดิวตี้ไซเคิล 100 % ส่วนเครื่องเชื่อมไฟฟ้าที่ใช้กับลวดเชื่อมหุ้มฟลักซ์จะใช้ดิวตี้ไซเคิล 60 %ถ้าต้องการทราบค่าดิวตี้ไซเคิลของเครื่องเชื่อมไฟฟ้าสามารถคำนวณได้โดยใช้สูตรดังนี้
![]()
ตัวอย่าง เครื่องเชื่อมไฟฟ้ามีดิวตี้ไซเคิล 60 % ที่กระแสไฟ 250 แอมป์จงคำนวณหาเปอร์เซ็นต์ ดิวตี้ไซเคิลของเครื่องเชื่อมไฟฟ้าเมื่อต้องการใช้กระแสเชื่อม 300 แอมป์
วิธีทำ
เปอร์เซ็นต์ดิวตี้ไซเคิล = 2502× 60
3002
= 41.67 % ≈ 42 %
เครื่องเชื่อมไฟฟ้าที่ใช้กระแสเชื่อม 300 แอมป์ มีดิวตี้ไซเคิล 42 %
นอกจากสามารถหาเปอร์เซ็นต์ดิวตี้ไซเคิลโดยการคำนวณจากสูตรแล้วยังใช้วิธีการอ่านชาร์ต ( Chart )ความสัมพันธ์เปอร์เซ็นต์ดิวตี้ไซเคิลกับกระแสไฟที่ใช้ ดังแสดงในรูปที่ 1.27
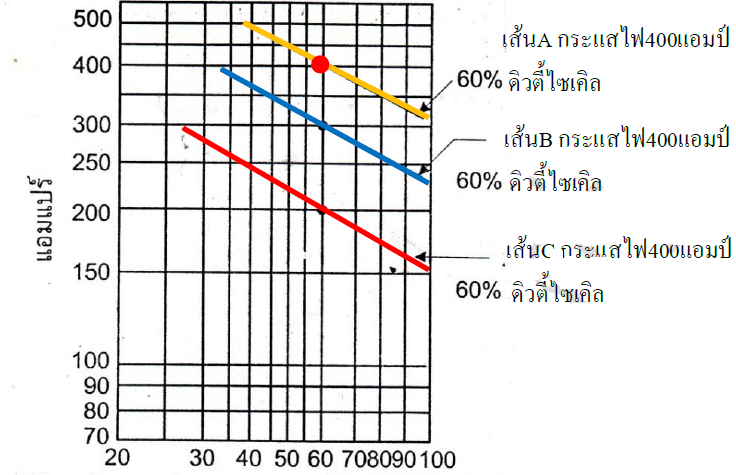
รูปที่ 1.27 ชาร์ตแสดงการหาเปอร์เซ็นต์ดิวตี้ไซเคิล
หลักการพิจารณาเลือกเครื่องเชื่อม
การเลือกเครื่องเชื่อมเพื่อนำไปใช้งานต่างๆ ผู้ใช้จำเป็นต้องเลือกใช้ให้มีความเหมาะสมซึ่งมีหลักในการพิจารณาดังนี้
- ขนาดของกระแสไฟเชื่อมที่ต้องการใช้งาน
- ชนิดของกระแสไฟฟ้าที่สามารถจัดหามาใช้กับเครื่องเชื่อมได้
- องค์ประกอบเกี่ยวกับความสะดวกและการประหยัดค่าใช้จ่าย
5.3 อุปกรณ์ในการเชื่อมไฟฟ้า
การเชื่อมไฟฟ้ามีอุปกรณ์ประกอบที่ต้องใช้กับการเชื่อมไฟฟ้าหลายอย่างนอกจากเครื่องเชื่อมไฟฟ้าที่ใช้ในการเชื่อมไฟฟ้าแล้วยังมีอุปกรณ์ที่ต้องใช้อีกหลายชนิดแต่ละชนิดก็มีหน้าที่ในการใช้งานที่แตกต่างกันไปผู้ปฏิบัติงานต้องมีความรู้เกี่ยวกับอุปกรณ์ที่ใช้เพื่อให้ใช้งานได้อย่างมีประสิทธิภาพอุปกรณ์ที่ใช้ในการเชื่อมไฟฟ้ามีดังนี้
- อุปกรณ์จับลวดเชื่อม(ElectrodeHolder)
- สายเชื่อม(Cables)
- อุปกรณ์จับยึดสายดิน(GroundClamp)
- อุปกรณ์ที่ใช้ในการป้องกันอันตราย
- อุปกรณ์ทำความสะอาด
- อุปกรณ์จับลวดเชื่อม(Electrode Holder)
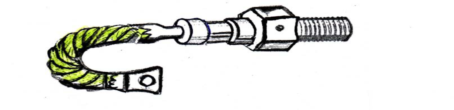
เป็นอุปกรณ์สำคัญของเครื่องเชื่อมไฟฟ้ามีหน้าที่จับลวดเชื่อมไฟฟ้าและเป็นมือถือขณะทำการเชื่อมนอกจากนี้ยังเป็นตัวนำกระแสไฟฟ้าจากสายเชื่อมไปสู่ลวดเชื่อมไฟฟ้าอีกด้วยอุปกรณ์จับลวด-เชื่อมไฟฟ้ามีอยู่หลายแบบหลายขนาดภายในทำด้วยทองแดงและบางส่วนของปากคีบทำด้วยทองเหลืองการใช้ทองแดงและทองเหลืองทำเพื่อให้เป็นตัวนำกระแสไฟฟ้าที่ดีและให้เกิดการถ่ายเทความร้อนป้องกันไม่ให้หลอมละลายติดกับแกนลวดขณะเกิดความร้อนในปากคีบของอุปกรณ์จับลวดเชื่อมจะมีร่องจับลวดเชื่อมไฟฟ้าซึ่งเป็นตัวกำหนดมุมของลวดเชื่อมไฟฟ้าตามต้องการส่วนภายนอกที่เป็นมือจับหุ้มด้วยฉนวนกันความร้อนและไฟฟ้าเพื่อป้องกันอันตรายที่จะเกิดกับผู้ปฏิบัติงานในขณะเชื่อมอุปกรณ์จับลวดเชื่อมจะต่อเข้ากับปลายสายเชื่อมโดยมีปลอกทองแดงหุ้มปลายสายเชื่อมและสอดเข้าไปในด้ามจับของตัวจับลวดเชื่อมเพื่อให้การขันสกรูยึดติดระหว่างตัวจับลวดเชื่อมกับสายเชื่อมแน่นเป็นการป้องกันไม่ให้เกิดความร้อนเนื่องจากความต้านทานของกระแสไฟฟ้าที่ข้อต่ออุปกรณ์จับ-ลวดเชื่อมแสดงในรูปที่ 1.28

รูปที่ 1.28 ลักษณะอุปกรณ์จับลวดเชื่อม
- สายเชื่อม( Cables )
สายเชื่อมมีหน้าที่นำกระแสไฟเชื่อมที่ผลิตจากเครื่องเชื่อมไปสู่บริเวณการอาร์กสายเชื่อมที่ใช้ในวงจรเชื่อมนั้นมีอยู่ 2 สายคือสายดินและสายเชื่อมส่วนปลายสายดินจะต่อเข้ากับที่จับยึดชิ้นงานเชื่อม
( Ground Clamp ) ส่วนสายเชื่อมจะต่อกับตัวจับลวดเชื่อมดังแสดงในรูปที่ 1.29

รูปที่ 1.29 ลักษณะการต่อสายเชื่อม
สายเชื่อมโดยทั่วไปทำจากลวดทองแดงที่เป็นเส้นขนาดเล็กเหมือนเส้นผมพันรวมกันไว้เป็นจำนวนมากแล้วจึงใช้เส้นใยพันทับไว้เพื่อรักษารูปทรงของลวดทองแดงขนาดเล็กเอาไว้ส่วนชั้นนอกจะหุ้มด้วยยางเป็นฉนวนไฟฟ้าลักษณะของสายเชื่อมดังแสดงในรูปที่ 1.30

รูปที่ 1.30 ลักษณะภายในสายเชื่อมไฟฟ้า
- อุปกรณ์จับยึดสายดิน( Ground Clamp )
เป็นอุปกรณ์ที่จับยึดชิ้นงานให้ต่อกับสายดินอุปกรณ์จับยึดสายดินนี้ทำด้วยวัสดุตัวนำไฟฟ้า เช่นทองแดงเป็นต้นโดยทั่วไปอุปกรณ์จับยึดสายดินจะประกอบด้วยสปริงเพื่อจับยึดชิ้นงานให้แน่นเพราะถ้าจับยึดชิ้นงานไม่แน่นจะทำให้เกิดความต้านทานและเกิดความร้อนหรือการอาร์กขึ้นนอกจากใช้สปริงยึดให้แน่นแล้วบางชนิดยังทำเป็นซีแคมป์หรือใช้เกลียวขันจับยึดกับชิ้นงานให้แน่นดังแสดงในรูปที่1.31

รูปที่ 1.31 ลักษณะอุปกรณ์จับยึดชิ้นงาน
- อุปกรณ์ที่ใช้ในการป้องอันตราย
ในการปฏิบัติงานเชื่อมไฟฟ้ามีอันตรายที่เกิดขึ้นหลายอย่างจากการปฏิบัติงานเชื่อมไฟฟ้าหลายอย่างเช่นควันความร้อนสะเก็ดไฟไฟฟ้าดูดเป็นต้นดังนั้นในการปฏิบัติงานเชื่อมไฟฟ้าทุกครั้งจะต้องมีอุปกรณ์ที่ใช้ในการป้องกันอันตรายจากการเชื่อมไฟฟ้าซึ่งอุปกรณ์ที่ช่วยป้องกันอันตรายจากการเชื่อมไฟฟ้ามีดังนี้
4.1 หน้ากากเชื่อม( Welding Helmet )
เป็นอุปกรณ์ที่ใช้ป้องกันดวงตาและใบหน้าจากแสงเชื่อมความร้อนและรังสีที่เกิดจากการเชื่อมคือรังสีอัลตร้าไวโอเลตและรังสีอินฟราเรดรวมทั้งเม็ดโลหะ ( Spatter ) ที่กระเด็นออกมาซึ่งหน้ากากเชื่อมไฟฟ้าแบ่งออกเป็น 2 แบบคือ
4.1.1 แบบมือถือ( Hand Shield ) ซึ่งแบบนี้มือข้างหนึ่งจะถือหน้ากากเชื่อมอีกข้างหนึ่งถือหัวเชื่อมไฟฟ้าเหมาะกับการเชื่อมบนพื้นในท่าราบตัวหน้ากากทำด้วยไฟเบอร์กลาส หรือกระดาษอัดขึ้นอยู่กับบริษัทผู้ผลิตดังแสดงในรูปที่ 1.32

รูปที่ 1.32 ลักษณะหน้ากากเชื่อมชนิดมือถือ
4.1.2 แบบสวมหัว( Helmet ) มือข้างหนึ่งจะเป็นอิสระสามารถช่วยจับสิ่งต่างๆได้เหมาะสำหรับการเชื่อมงานในที่สูงตัวหน้ากากส่วนใหญ่จะทำด้วยไฟเบอร์กลาส จุดหลอมละลายสูง นํ้าหนักเบาดังแสดงในรูปที่ 1.33

รูปที่ 1.33 แสดงลักษณะหน้ากากเชื่อมแบบสวมหัว
ในหน้ากากเชื่อมจะมีช่องที่สำหรับใส่เลนส์เชื่อมซึ่งเลนส์เชื่อมจะทำให้มองเห็นการอาร์ก ก่อนที่จะใส่เลนส์เชื่อมจะมีกระจกใสใส่ไว้ด้านหน้าเลนส์เชื่อมเพื่อป้องกันไม่ให้เม็ดโลหะ (Spatter)กระเด็นมาติดกับเลนส์เชื่อมจะทำให้มองไม่เห็นการอาร์กเพื่อเป็นการป้องกันไม่ให้เปลี่ยนเลนส์เชื่อมบ่อยๆซึ่งเลนส์เชื่อมมีราคาแพงจึงใส่กระจกใสซึ่งราคาถูกกว่าไว้ข้างหน้าเลนส์เชื่อมเวลามองไม่เห็นการอาร์กก็เปลี่ยนแค่กระจกใสความเข้มของเลนส์เชื่อมจะบอกเป็นเบอร์ตามมาตรฐานของ AWS ( American Welding Society ) ดังตารางที่ 1.1
ตารางที่ 1.1 เบอร์ความเข้มของเลนส์เชื่อม
| เบอร์ | กระแสไฟที่ใช้ |
| 6 – 7
8 10 12 14 |
กระแสไฟไม่เกิน 30 แอมแปร์
กระแสไฟตั้งแต่ 31 – 75 แอมแปร์ กระแสไฟตั้งแต่ 76 – 200 แอมแปร์ กระแสไฟตั้งแต่ 201 – 400 แอมแปร์ กระแสดไฟตั้งแต่ 401 แอมแปร์ขึ้นไป |
4.2 ชุดปฏิบัติงานเชื่อมไฟฟ้า
ชุดปฏิบัติงานเชื่อมไฟฟ้าก็คล้ายกับชุดปฏิบัติงานเชื่อมแก๊สประกอบไปด้วยเสื้อหนัง
( Apron ) ถุงมือหนัง ( Gloves ) ปลอกแขน ( Sleeves ) ปลอกขา ( Leggings ) ดังแสดงในรูปที่ 1.34

รูปที่ 1.34 ลักษณะชุดปฏิบัติงานเชื่อมไฟฟ้า
- อุปกรณ์ทำความสะอาด
อุปกรณ์ที่ใช้ในการทำความสะอาดงานเชื่อมทั้งก่อนและหลังการเชื่อมมีความจำเป็นต้องนำมาใช้เพื่อให้งานเชื่อมมีคุณภาพอุปกรณ์ทำความสะอาดมีดังนี้
5.1 ค้อนเคาะสแลก (Chipping Hammer) มีลักษณะแบนคล้ายสกัดที่ปลายข้างหนึ่งอีกด้านหนึ่งแหลมเพื่อใช้สำหรับเคาะสแลกที่ปกคลุมบนรอยเชื่อมและที่ฝังในรอยเชื่อม ดังรูปที่ 1.35


รูปที่ 1.35 แสดงลักษณะค้อนเคาะสแลก
5.2 แปรงลวด (Wire Brush )ด้ามทำด้วยไม้ขนแปรงทำด้วยเส้นลวดเรียงเป็นแถวตั้งแต่ 2 แถวขึ้นไปอยู่บนด้ามไม้มีหน้าที่ทำความสะอาดชิ้นงานก่อนหรือหลังการเชื่อมดังแสดงในรูปที่ 1.36

รูปที่ 1.36 แสดงลักษณะแปรงลวด
5.3 คีมจับชิ้นงานร้อน ( pliers ) ทำจากเหล็กมีด้ามยาวเพื่อสะดวกในการจับชิ้นงานที่ร้อนและเคลื่อนย้ายไปทำความสะอาดได้ง่ายดังแสดงในรูปที่ 1.37

รูปที่ 1.37 แสดงลักษณะคีมจับชิ้นงานร้อน
ลำดับขั้นในการทำงาน
ลำดับขั้นในการเตรียมงานต่างๆเป็นพื้นฐานที่ต้องปฏิบัติในการเชื่อมไฟฟ้าผู้ปฏิบัติจะต้องทำความเข้าใจและนำไปปฏิบัติมีดังนี้
- ทำความสะอาดโต๊ะเชื่อม
- จัดเตรียมเครื่องมือและอุปกรณ์
2.1 จัดเตรียมอุปกรณ์ป้องกันอันตรายเช่นหน้ากากเชื่อมถุงมือปลอกแขนฯลฯตรวจสภาพเรียบร้อย
2.2 จัดแปรงลวดคีมค้อนเคาะสแลกไว้ที่โต๊ะเชื่อม
2.3 ที่เครื่องเชื่อมตรวจดูว่าสายเชื่อมและสายดินต่อกับเครื่องเชื่อมหรือยังถ้าต่อแล้วต่อแบบใดเช่น DCEP หรือ DCEN หรือกระแสสลับทั้งนี้ขึ้นอยู่กับผู้ปฏิบัติงานที่ต้องการเชื่อมแบบไหน
2.4 ตั้งกระแสไฟเชื่อมกระแสไฟเชื่อมที่ตั้งมีค่าเป็นแอมแปร์การตั้งค่ากระแสไฟเชื่อมแต่ละเครื่องเชื่อมจะไม่เหมือนกันแต่วิธีการคล้ายๆกันการตั้งกระแสไฟเชื่อมให้ดูจากข้อมูลที่กล่องลวดเชื่อมรวมทั้งความหนาของชิ้นงานมีผลต่อการตั้งกระแสไฟเชื่อมด้วย
2.5 ต่อสายดินกับโต๊ะหรือชิ้นงานที่ต้องการเชื่อม
2.6 เปิดเครื่องเชื่อมก่อนเปิดเครื่องเชื่อมตรวจดูว่าตัวจับลวดเชื่อมไม่ติดอยู่กับสายดินหรือโต๊ะงานก่อนที่จะเปิดเครื่องเชื่อมต้องใส่ลวดเชื่อมกับตัวจับลวดเชื่อม
2.7 ปิดเครื่องเชื่อมเมื่อเชื่อมงานเสร็จปิดเครื่องเชื่อมที่สวิตช์เครื่องเชื่อมและปิดที่สวิตช์ตัดตอนอัตโนมัติ( Circuit Breaker )เก็บม้วนสายเชื่อมให้เรียบร้อยทำความสะอาดโต๊ะงานและเครื่องเชื่อม